Support
Support
Bearing Maintenance
Bearing Handling
Since rolling bearings are high precision machine parts, they must be handled accordingly. Even if high quality bearings are used, their expected performance cannot be achieved if they are not handled properly.
Be sure to take the following precautions:
1. Keep Bearings and Surrounding Area Clean
Dust, dirt, and debris, even if invisible to the naked eye, have harmful effects on bearings. Prevent the entry of dust and dirt by keeping the bearings and their environment as clean as possible.
2. Handle Carefully
Heavy shocks during handling may cause bearings to be scratched, dented, or otherwise damaged, possibly resulting in their failure. Excessively strong impacts may cause chips or cracks.
3. Use Proper Tools
Always use proper and well-maintained equipment when handling bearings and avoid general purpose tools.
4. Prevent Corrosion
Since perspiration on the hands and various other contaminants may cause corrosion, keep the hands clean when handling bearings and wear gloves if possible. Monitor for rust caused by corrosive gasses or moisture.
Mounting
Bearing mounting methods strongly affect bearing accuracy, life, and performance. Bearing characteristics should first be thoroughly studied before mounting. Handling procedures for bearings should be fully investigated by design engineers and standards should be established for the following:
Cleaning of bearings and related parts
Confirmation of dimensions and finish of related parts
Mounting
Inspection after mounting
Supply of lubricants
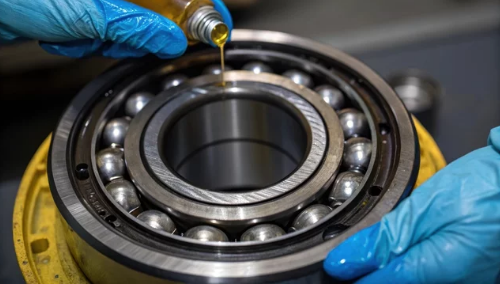
Bearings should not be unpacked until immediately before mounting. When using grease lubrication, grease should be packed in the bearings without cleaning them first. Even when using oil lubrication, cleaning the bearings is not required. However, bearings for instruments or for high-speed operation must first be cleaned with clean filtered oil to remove the anti-corrosion agent. After the bearings are cleaned with filtered oil, they should be protected to prevent corrosion.
Prelubricated bearings must be used without cleaning. Mounting methods depend on the bearing type and type of fit. As bearings are usually used on rotating shafts, the inner rings often require a tight fit. Bearings with cylindrical bores are usually mounted by pressing them onto shafts (press fit) or by first heating them to expand their diameter before they cool and shrink on a shaft (shrink fit). Bearings with tapered bores can be mounted directly on tapered shafts or on cylindrical shafts with tapered sleeves.
Bearings are usually mounted in housings with a loose fit. However, when the outer ring has an interference fit, a press may be used. Bearings can be interference-fitted by cooling them with dry ice before mounting. In this case, a rust preventive treatment must be applied to the bearing because moisture in the air will condense on the bearing surface.
Dismounting
A bearing may be removed for periodic inspection or for other reasons. If the removed bearing is to be used again or is removed only for inspection, it should be dismounted as carefully as when it was mounted. If the bearing has a tight fit, removal may be difficult.
The means for removal should be considered in the original design of the adjacent parts of the machine. When dismounting, the procedure and sequence of removal should first be studied using the machine plan and while considering the type of mounting fit in order to perform the operation properly.
Dismounting of Outer Rings
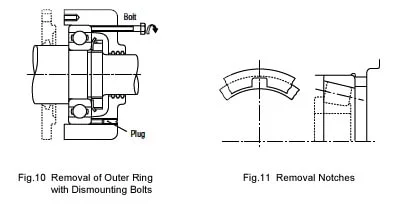
In order to remove an outer ring that is tightly fitted into a housing with push-out holes, first place bolts in the push-out holes at several locations along the circumference as shown in Fig. 10, and remove the outer ring by uniformly tightening the bolts. These bolt holes should always be fitted with blank plugs when not being used for dismounting.
For separable bearings, such as tapered roller bearings, some notches should be made at several positions in the housing shoulder, as shown in Fig. 11, so that the outer ring may be pressed out with a dismounting tool or by tapping.
Operation Inspection
After mounting has been completed, a running test should be conducted to determine if the bearing has been mounted correctly. Small machines may be manually operated to ensure that they rotate smoothly. Check for sticking due to foreign matter or visible flaws; uneven torque caused by improper mounting or an improper mounting surface; and excessive torque caused by inadequate clearance, mounting error, or seal friction. If there are no abnormalities, powered operation may be started.
After a pre-operation examination, large machines that cannot be turned by hand should be started with no load. After the machine starts, immediately cut off the power and allow the machine to coast to a stop. Confirm that there are no abnormalities such as vibration, noise, contact with the rotating parts, or similar. Powered operation should be started slowly without load and observed carefully until it is determined that no abnormalities exist. Then, gradually increase the speed, load, and other conditions to their normal levels. Be sure to monitor for abnormal noise, excessive rise of bearing temperature, leakage and contamination of lubricants, etc. If any abnormality is found, stop the test immediately and inspect the machine. If possible, the bearing should be dismounted for examination.
Although bearing temperature can generally be estimated by the temperature of the outside surface of the housing, it is better to directly measure the temperature of the outer ring through oil holes. The bearing temperature should rise gradually to a steady state within one to two hours after operation starts. If the wrong bearing or mounting is used, bearing temperature may increase rapidly and become abnormally high. The cause of this abnormal temperature may be excessive lubricant, insufficient bearing clearance, incorrect mounting, or excessive friction of the seals. In high-speed operation, an incorrect selection of bearing type or lubricating method may also cause abnormal temperature rise. The sound of a bearing may be checked with a noise locater or vibration monitoring equipment. Abnormal conditions may be indicated by a loud metallic sound or other irregular noise. Possible causes include incorrect lubrication, poor alignment of the shaft and housing, or the entry of foreign matter into the bearing.
Maintenance & Inspection
Detecting and Correcting Irregularities
To maintain the original performance of a bearing for as long as possible, proper maintenance and inspection must be performed. If proper procedures are used, many bearing problems can be avoided, allowing for improvements in the reliability, productivity, and operating costs of equipment containing bearings.
Periodic maintenance should be performed following specified procedures. This periodic maintenance encompasses the supervision of operating conditions, the supply or replacement of lubricants, and regular periodic inspection. Items that should be regularly checked during operation include bearing noise, vibration, temperature, and lubrication.
If an irregularity is found during operation, the cause should be determined and proper corrective actions should be taken after referring to common causes and recommended countermeasures. If necessary, the bearing should be dismounted and examined in detail.
Bearing Cleaning
When bearings are inspected, first record the appearance of the bearings and check the amount and condition of the residual lubricant. After the lubricant has been sampled, the bearings should be cleaned. In general, light oil or kerosene may be used as a cleaning solution.
Dismounted bearings should first be given a preliminary cleaning followed by a finishing rinse. Each bath should have a metal net to submerge the bearings in oil without touching the sides or bottom of the tank. If the bearings are rotated with foreign matter in them during preliminary cleaning, the raceways may be damaged. Lubricant and other deposits should be removed in the oil bath during an initial rough cleaning with a soft brush or similar.
After the bearing is relatively clean, give it a finishing rinse. The finishing rinse should be performed carefully by rotating the bearing while keeping it immersed in rinsing oil. Always keep the rinsing oil clean.
Bearing Troubleshooting
Bearing Troubleshooting
Operating equipment with damaged bearings can impact machine performance, cause malfunctions, or even lead to a complete stop to production.
Problems can arise suddenly, but quickly determining the cause and taking proper actions can help minimize downtime and get equipment up and running.
XTO Bearing has collected years of data and experience in resource for proper bearing handling, mounting, lubrication, and maintenance. With photos and detailed explanations, you can respond to issues rapidly and aim to avoid the practices that lead to premature failure.
Features:
A comprehensive resource on bearing damage and countermeasures
Learn to differentiate the many kinds of bearing damage—from flaking, peeling, and scoring to pitting, creep, corrosion, and more. Get advice on how to respond to damage and ensure stable operation for long periods.
Diagnose damage by sound
Listen to sound clips of characteristic damage. Hear race noise, cage noise, contaminant noise and more, and discover appropriate countermeasures for bearing noise and vibration.